药群论坛
标题: 2017.6.7薄膜包衣的技术汇总 [打印本页]
作者: 毛毛 时间: 2017-6-7 09:32 AM
标题: 2017.6.7薄膜包衣的技术汇总
本帖最后由 毛毛 于 2017-6-7 09:34 AM 编辑 % Z5 Z, ^% |/ e9 \ b
: {% F9 }6 J! N) q9 V
1 H* v" H V/ U# ~9 m$ j3 @" F* b& A8 V5 C& b" V7 ~
7 Z* F: P& F) C* ~5 o
1、片芯的好坏决定着薄膜包衣的效果
. \0 D; R$ T- r0 K( L9 m4 y) K: b薄膜包衣对片芯的要求是很高的,与糖衣相比较具有几点很显著的区别,其中片芯的硬度、脆碎度以及片芯表面是否是平整的,是否光滑等都是薄膜包衣能否获得理想效果的关键前提。
( @; S J2 z4 U7 {1.片芯必须光滑、平整、均匀:片芯的光滑均匀是薄膜包衣良好外观的基本保证,只有片芯平滑均匀,包衣后的外观才会更好看。
) ^0 l$ Z1 z& E I5 r2.硬度:薄膜包衣要求片芯硬度高于3千克/厘米3,中药片硬度最好在5千克/厘米3左右,西药片硬度最好在4千克/厘米3左右。(注意3千克/厘米3为最低限,低于3千克/厘米3的片芯包衣效果差)片芯硬度越好,包衣效果越好。# `6 L& o6 |2 y1 z3 g6 F
3.脆碎度:又称耐磨度,要求片芯的脆碎度<0.3%,也就是说片芯越耐磨就越好,因为如果片芯的耐磨度不好,即使片芯平整、硬度尚可也会因包衣过程中的磨损造成包衣外观效果差(例如磕边麻面等)。所以脆碎度对外观的影响非常大,他是最关键也是最容易被忽略的条件。* }7 \* E0 ~- m8 f6 h& v
4.片芯颜色:又称底色,片芯的底色直接影响彩衣的鲜艳度。一般来讲,底色较深的片芯,应该选择遮盖力比较强的颜色,在所有颜色当中,黄色(特别是柠檬黄)遮盖力最弱。* ^ t C# m6 g, f q! L9 d' F; G6 Y
. {/ G1 K" T0 Q2 k
2、薄膜包衣技术难点及解决方案
, q( B$ [4 s g9 C
20世纪50年代初,第一个真正意义的薄膜包衣片在美国诞生了。从那时算起,薄膜包衣技术已经经历了半个世纪的发展。而我国起步较晚,20世纪70年代末,才陆续出现少数医药研究单位和药厂研制的各种包衣液和薄膜包衣工艺,并逐渐推广应用。到了20世纪90年代中期,我国才逐渐出现了薄膜包衣技术“热”。但是从整体上看,这项技术在我国的发展仍然比较缓慢。许多制药企业由于技术上的原因,在应用上仍旧存在着不少问题。 在片心表面通过喷雾的方法均匀地喷上一层比较稳定的高分子聚合物衣料,形成数微米厚的塑性薄膜层,使之达到一定的预期效果,这一工艺过程称为薄膜包衣。应用薄膜包衣技术是制药行业的需求和发展趋势。有些人认为薄膜包衣片没有糖衣片好,没有糖衣片那么光亮,事实上薄膜包衣与传统的包糖衣技术相比,有许多优点,如包衣耗时短,更能防潮、避光,药物稳定性更强等。
包薄膜衣必须改变过去包糖衣的观念,这一点非常重要。一直以来,一些制药企业把薄膜包衣技术简单地看做是片剂生产中的独立环节,包薄膜衣就像包糖衣一样只是单纯包衣。其实,并不是那么简单。作为一项新技术,包薄膜衣对片心的要求相对于包糖衣而言要严格得多,片的硬度要求较高,而且它对各个工序之间的相互配合、生产过程中的一系列技术指标及要求的调整和相互配套都有所要求。所以,必须本着科学、求实的态度来对待薄膜包衣技术的引进及应用,只有这样,包出的片才能达到理想的效果。
良好的片心质量对薄膜包衣起到决定性的影响。有时片心的机械质量太差,就根本无法进行薄膜包衣,即使勉强进行,衣膜质量也很难保证。在所有影响片心机械性能的因素当中,片的硬度和脆碎度最为重要,而脆碎度又比硬度显得更为突出。一般而言,适合包薄膜衣的中药片硬度应该在5kg/cm3,西药片硬度应该在4kg/cm3左右。如何检查呢?最简单的方法是硬度计检测;或将一素片垂直向上抛2米,使之自由落地,两次以上不断裂者为硬度合格。检查脆碎度的简单方法是用手指用力刮片的边缘或片的表面,没有片粉脱落者为宜;另一个方法是将30片左右的素片置于250ml的玻璃杯中,用力摇两分钟左右,以片的表面、片的边缘不磨损者为宜。对于吸湿性大的素片,硬度要求则更高。
应用薄膜包衣技术进行包衣时,不管是采用高效包衣机、流化床包衣机,还是发行的糖衣锅进行包衣,都应遵照如下原则:一是片心硬度要够硬,否则开始包衣时,片心与锅壁反复摩擦,将会出现松片、麻面等现象;二是片床温度要保持恒定;三是设备中溶剂蒸发量与喷液过程中带入的溶剂量要保持平衡,即溶剂蒸发与喷液速率处于动态平衡。
片面平整、细腻的关键在于整个过程中要掌握锅温、喷量、转速三者之间的关系,这是薄膜包衣操作过程中的重中之重。操作时,包衣液的雾化程度直接影响包衣所成衣膜的外观质量,而喷液的雾化效果直接由雾化压力以及雾化系统决定。喷雾开始时,掌握喷速和吹热风温度的原则是:使片面略带湿润,又要防止片面粘连,温度不宜过度过低。若温度过高,则干燥太快,成膜容易粗糙,片色不均;若温度过低,或喷速过快,则会使锅内湿度过度高,很快就会出现片的粘连等现象。锅的转速与包衣操作之间的关系是:转速低,衣膜附着力强;转速高,衣膜附着力差,易剥落。
包衣过程中,温度过低,喷量过大,片子流动滞留,则有可能会出现粘片现象。这时可加大转速使其改善,必要时还可适当调节温度和喷量、喷程等加以克服。
在使用包衣粉质量不变的情况下,包衣操作中常出现的问题及解决的方法如下:
1、粘片:主要是由于喷量太快,违反了溶剂蒸发平衡原则而使片相互粘连。出现这种情况,应适当降低包衣液喷量,提高热风温度,加快锅的转速等。
2、出现“桔皮”膜:主要是由于干燥不当,包衣液喷雾压力低而使喷出的液滴受热浓缩程度不均造成衣膜出现波纹。出现这种情况,应立即控制蒸发速率,提高喷雾压力。
3、“架桥”:是指刻字片上的衣膜造成标志模糊。解决的办法是:放慢包衣喷速,降低干燥温度,同时应注意控制好热风温度。
4、出现色斑:这种情况是由于配包衣液时搅拌不匀或固体状特质细度不够所引起的。解决的方法是:配包衣液时应充分搅拌均匀。
5、药片表面或边缘衣膜出现裂纹、破裂、剥落或者药片边缘磨损:若是包衣液固含量选择不当、包衣机转速过快、喷量太小引起的,则应选择适当的包衣液固含量,适当调节转速及喷量的大小;若是片心硬度太差所引起,则应改进片心的配方及工艺。
6、衣膜表现出现“喷霜”:这种情况是由于热风湿度过高、喷程过长、雾化效果差引起的。此时应适当降低温度,缩短喷程,提高雾化效果。
7、药片间有色差:这种情况是由于喷液时喷射的扇面不均或包衣液固含量过度或者包衣机转速慢所引起的。此时应调节好喷枪喷射的角度,降低包衣液的固含量,适当提高包衣机的转速。
8、衣膜表面有针孔:这种情况是由于配制包衣液时卷入过多空气而引起的。因而在配液时应避免卷入过多的空气。
薄膜包衣技术在中药制药中的应用
薄膜包衣是一种新型的包衣工艺,指在片芯之外包上比较稳定的薄层聚合物衣膜。自30年代以来就陆续出现了有关薄膜包衣的研究指导,但由于当时薄膜材料、包衣工艺和设备等条件尚不能适应生产要求,实际应用受到一定的限制。到了50年代,美国雅培药厂(AbbottLab)首先生产出新型的薄膜片剂,并用“Filmtab”商标取得专利。经过近40年的研究发展,生产设备和工艺的不断改进和完善,高分子薄膜材料的相继问世,使薄膜包衣技术得到了迅速发展,尤以日本的薄膜包衣技术发展得最快,已有80%片剂改为薄膜包衣。 薄膜包衣工艺可广泛用于片剂、丸剂、颗粒剂,特别对吸温性强、易开裂、易退色的中药片剂更显示其优越性。进入90年代,薄膜包衣技术在中药行业有了一定发展,主要用于片剂的薄膜包衣。薄膜包衣与包糖衣比较,主要有以下优点:
(1)时间较短(包一锅片剂只需2小时左右,而包一锅糖衣片需要约16小时),操作简便,干燥速度快,药物受热影响小,有利于提高药品的质量。
(2)薄膜包衣工艺节约劳动力(1~2名操作工人)、厂房及设备(只需一间标准厂房及一台包衣锅),节约材料,所以成本较低,而前期投入也十分有限。
(3)应用薄膜包衣工艺的片剂仅使片芯重增加2%~4%,而糖衣片剂(其中主要辅料成分是国外已淘汰的滑石粉)往往可使片芯重量增大50%~100%。
(4)薄膜包衣工艺能减少工作场所的粉尘飞扬,有利于环保和劳动保护,亦可节约包装材料等。
(5)应用薄膜包衣工艺的片剂压在片上的标志在包薄膜衣后仍清晰可见,便于患者辨别和使用。
(6)薄膜包衣的片剂坚固耐磨,不易开裂;薄膜包衣材料有优异的物理性能,大多数材料均能抗湿抗热,可提高产品质量,延长产品的有效期。
(7)薄膜包衣有众多的材料可供选择。除了能达到一般的包衣目的外,还可通过选择薄膜材料和设计包衣处方,使形成的包衣膜在一定的pH范围内溶解或崩解;也可控制膜的渗透性,使所包的药物在体内通过扩散作用陆续释放出来,达到定时、定位释放药物的目的。这是薄膜包衣具有广泛发展前途的一个重要原因。
(8)生产工艺过程和材料用量可以标准化
基于以上因素,国际上已基本淘汰了糖衣片,取而代之以薄膜包衣片,国内也在加速这个进程。目前,我国的中药薄膜包衣工艺的应用尚处在起步阶段,国内中药片剂主要还是以糖衣片为主,薄膜包衣的市场前景十分广阔,所以薄膜包衣技术的进一步的研究开发和提高,应引起我们的重视.
% K! ]1 v7 b# B$ P
8 F& h, o4 s, }
3、硬度够高,脆碎度够低,薄膜包衣效果就一定好吗?8 f0 H. }+ ?+ z$ E0 g, A- s: O
薄膜包衣过程中,片剂在包衣锅中不断翻滚,片剂与片剂间,片剂与锅壁间会产生强烈的碰撞与摩擦作用。因此,片芯应具有一定的机械强度,以耐受包衣过程中的机械作用。片芯的机械性质通常检测硬度与脆碎度两个指标,以预估薄膜包衣的效果。但硬度足够高,脆碎度足够低,薄膜包衣效果就一定好吗?
实验方法
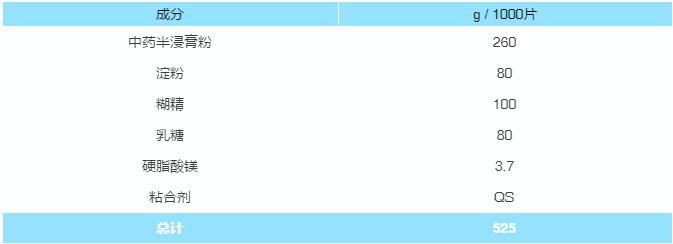
本实验所采用的中药半浸膏片基本处方如表1。处方1所用粘合剂为20%糖浆用于湿法制粒,处方2所用粘合剂除了20%糖浆用于湿法制粒,另外制粒后外加30g共聚维酮Plasdone? S-630用作干性粘合剂。
表1 中药半浸膏片基本处方
0 X! [5 ^8 ?3 J% x实验结果
片芯检测结果(表2)表明,两种处方制得片芯的物理机械指标均合格,按照通常的认为,两种片芯可用于后期的薄膜包衣。
表2 两种处方制得片芯的物理机械指标
, b% o5 Y! Y* g; ^
虽然处方1制得片芯有着良好的硬度和脆碎度,但由于包衣时颗粒的脱落,薄膜包衣片片面有明显的针眼状孔洞,表面不光滑,尤其是包衣片侧面更加粗糙(图1与图2)。处方2是在处方1的基础上外加适量Plasdone S-630压片,虽然片芯硬度和脆碎度几乎与处方1相同,但薄膜包衣片表面非常光滑,外观质量得到极大的改善(图3与图4)。
结论
传统的中药片剂,由于成本的考虑,往往主要使用价格相对较低的辅料,如淀粉,糊精和蔗糖等。通过处方工艺的调整,也可以制得硬度和脆碎度均合格的片芯。但硬度和脆碎度两项指标并不能对片芯的后期操作做出预判。如薄膜包衣,即使在两项指标均合格的前提下,片面质量也较差。共聚维酮Plasdone S-630是一种性能优异的干性粘合剂,通过压片前外加,Plasdone? S-630能将易脱落的颗粒紧紧粘附在片芯上,防止这些颗粒在薄膜包衣过程中脱落,从而改善了薄膜包衣片的片面外观质量。
* A2 _/ S, x8 Z
& `3 G' w$ i2 x4 @% \" r# H4 r; G
, q( Q" l+ d4 @6 Y3 h" m资料汇总来源于网络
5 P1 W* c3 j. }) e. x% N6 g# [8 ^, Q. M
* z! O& [! C2 S- ~% `3 S4 q
作者: zhjhzhdh 时间: 2018-3-20 12:28 PM
谢谢分享!!!
作者: AA68950373 时间: 2020-5-27 08:33 AM
谢谢楼主共享,下载中。
作者: moqiuming720907 时间: 2023-5-23 11:26 AM
谢谢楼主分享
| 欢迎光临 药群论坛 (http://www.yaoqun.net/) |
Powered by Discuz! X3.2 |
 7 w$ O3 G# N& ?$ M/ o) Q
7 w$ O3 G# N& ?$ M/ o) Q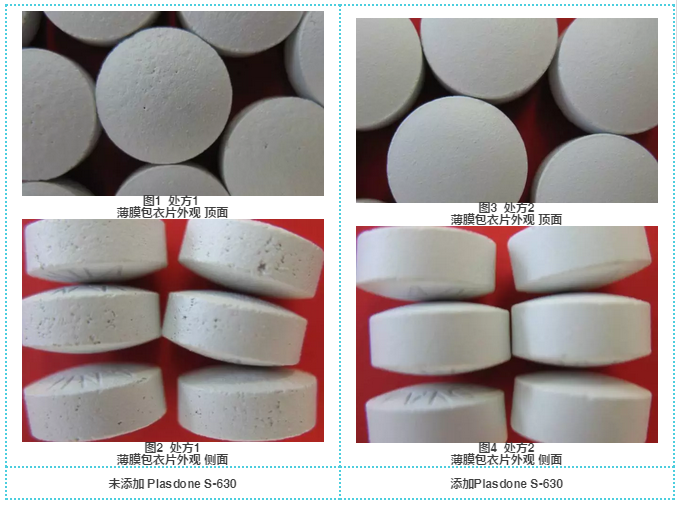 4 L% c {' v7 H O) i+ ?! Q1 B
4 L% c {' v7 H O) i+ ?! Q1 B